


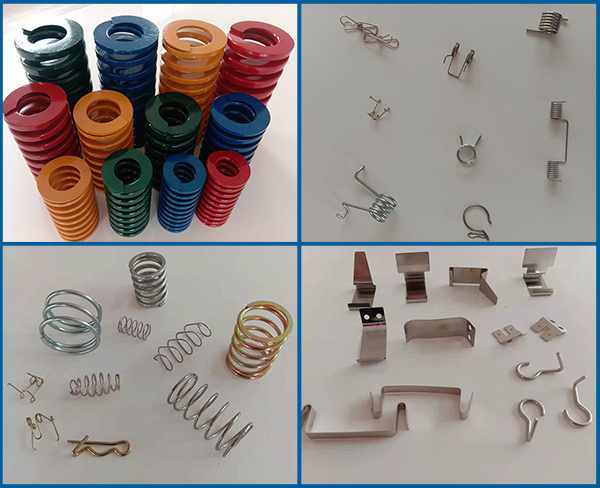
按鍵彈簧是一種利用彈性來工作的機械零件。用彈性材料制成的零件在外力作用下發生形變,除去外力后又恢復原狀。亦作“彈簧”。一般用彈簧鋼制成。彈簧的種類復雜多樣,按形狀分,主要有螺旋彈簧、渦卷彈簧、板彈簧、異型彈簧等。彈簧作為工業系統中的一個重要原件,有著很大的使用量,而且種類繁多,因此彈簧的制作有原始的手工制作,逐步走向自動化。





加溫強壓處理高于彈簧工作溫度條件下進行的強扭處理。在高溫時沒有耐疲勞極限,在高溫條件下工作的彈簧,需考慮采用耐熱鋼,在低于室溫的條件下鋼的疲勞極限有所增加。設計拉伸彈簧時,要考慮到什么?(I)尺寸:外徑、內徑、彈簧線直徑、拉伸長度和自由長度拉伸長度是指彈簧在大張力狀態下的長度。自由長度是指彈簧在空載條件下的總長度。拉伸彈簧剛度和大載荷拉伸彈簧剛度是單位變形荷載的變化。大載荷是指彈簧在大拉伸狀態下所承受的載荷。

彈簧加工的注意事項重要彈簧緊壓時間為24小時,普通彈簧為6小時或連續壓縮3~5次,每次保持3~5秒。緊壓時彈簧與芯軸的間隙以芯軸直徑的10%為宜,間隙過小則難于操作,間隙過大則易使彈簧發生彎曲變形。緊壓時若其中一件彈簧折斷,則其余應重新處理。對于H0/D2值較大的多股簧,在熱處理時應注意其變形問題,考慮是否穿芯軸且應注意擺放方式,選用適宜的熱處理設備。在可進行修復條件下,可進行多次回火和熱壓以達到目的。彈簧表面處理一般進行磷化處理即可,也可進行其它處理。凡要進行鍍層為鋅與鎘時,電鍍后應進行除氫處理,除氫后抽3%(不少于3件)復試立定處理,復試中不得有斷裂。彈簧應清除表面臟物、鹽痕、氧化皮,方法可采用吹砂清洗的辦法,但不能采用酸洗。


 在線客服
在線客服 13866795746
13866795746 1939056928@qq.com
1939056928@qq.com


